I segreti della levigatura
Abrasivi e valutazione della levigatura delle superfici delle pavimentazioni a base di legno

di Domenico Adelizzi
Da anni, metalli ferrosi e non, vetro, materiali ceramici e legno vedono un massiccio uso di abrasivi in infinite operazioni manuali e meccaniche quali: rettifica, sabbiatura, finitura, impallinatura, lappatura, sgrossatura, calibratura, spazzolatura, lucidatura, levigatura e lamatura. Nel caso specifico degli elementi a base di legno destinati alla realizzazione di pavimenti, per eseguire le lavorazioni di sgrossatura, carteggiatura, spazzolatura, sabbiatura e levigatura, è necessario utilizzare nastri, rotoli e dischi di abrasivi costituiti da materiali granulari più duri del vetro che possono essere immessi tra l’utensile e le fibre legnose dell’elemento da lavorare e che abbiano naturali doti di rendere le superfici sempre più piane, planari e levigate, per poi poter ultimare la superficie lignea con il successivo ciclo di verniciatura-finitura.
I materiali dei granuli abrasivi
Alla base di tutti gli utensili abrasivi vi sono materiali grezzi che si dividono in due grandi categorie: minerali naturali e materiali sintetici che, in entrambi i casi, si classificano in funzione delle dimensioni delle particelle abrasive. Questi materiali, o meglio, i processi della loro trasformazione finalizzata a ridurre il consumo degli abrasivi stessi e la loro funzionalità nella lavorazione dei differenti materiali, sono alla base dell’evoluzione tecnologica che da qualche stagione sta attraversando questo settore. Materiali che si contraddistinguono per l’elevata durezza e naturale capacità di far ottenere superfici sia planari, sia lisce e levigate pronte per la successiva verniciatura/finitura. I grani abrasivi sono costituiti da minerali scelti secondo le caratteristiche di durezza, tenacità, resistenza al calore, forma e tipologia di frattura.
Ossido di alluminio (A/O)
È tenace e cuneiforme e consente la veloce penetrazione nei materiali tenaci mantenendo una buona resistenza alla fratturazione. Di conseguenza è particolarmente adatto per la levigatura di materiali ad alta resistenza alla trazione, come acciai al carbonio, bronzo e specie legnose dure. Per tenacità questo materiale supera tutti gli altri tipi di grane abrasive.
Ossido di alluminio ceramicato
È il prodotto più tecnologico e avanzato dove le proprietà dell’alluminio si amalgamano con quelle della ceramica generando una sua struttura micro-cristallina di elevata purezza che incrementano la durata, l’aggressività e la costanza nell’azione di taglio.
Carburo di silicio (S/C)
È l’abrasivo più duro e tagliente tra i minerali comunemente usati negli abrasivi flessibili. Queste caratteristiche lo rendono ideale nella finitura dei materiali non ferrosi (alluminio, ottone, bronzo, magnesio, titanio), dei materiali relativamente soffici come specie legnose a bassa massa volumica, la gomma e materiali duri come vetro, pietra e ceramica.
Ossido di zirconio (N/Z)
È caratterizzato dalla capacità di auto-ravvivarsi durante la lavorazione che gli conferisce una lunga durata nelle operazioni pesanti di asportazione. È particolarmente indicato per la sbavatura dei metalli (in particolare dell’acciaio inox) e per la calibratura del legno perché la frattura controllata dei grani produce nuove e affiliate cuspidi abrasive.
Quarzo
Non ha la durezza e la resistenza degli abrasivi sintetici ma ha la tendenza a fratturarsi secondo piani di sfaldatura, producendo quindi spigoli molto aguzzi e per questo utilizzato per le lavorazioni superficiali di asporto del legno, in particolare per le operazioni di finitura.
 Dimensione dei granuli abrasivi
Dimensione dei granuli abrasivi
I granuli abrasivi sono ottenuti frantumando il materiale e rimuovendo le impurità con mezzi chimici e meccanici. Si procede poi a farli passare in specifici setacci, con maglie più o meno fitte, animati da moto alternativo, posti leggermente inclinati in modo da poter separare facilmente le particelle più grosse. La dimensioni dei granuli ottenuti è detta grana o anche mescola. La grandezza della grana è legata alla quantità di fili a pollice (25,4 mm) di lunghezza dei setacci, attraverso i quali sono passati i granuli. Minore è il numero che esprime la grana, maggiore è la dimensione dei granuli. Quindi gli abrasivi di grana 36 e 60 hanno granuli di grosse dimensioni, mentre quelli di grana 1000 li hanno piccolissimi.
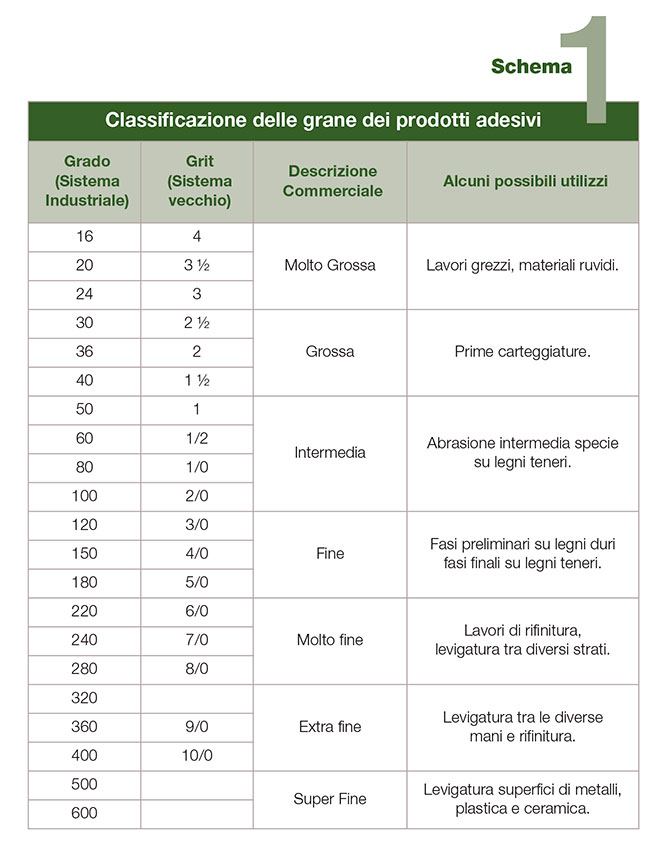
A tutt’oggi non esiste una vera e propria standardizzazione dei numeri delle grane anche perché i fabbricanti non rivelano normalmente i diametri dei fili delle tele dei propri setacci. Quindi, per fare un esempio pratico, non è detto che le particelle di abrasivo con grana 120 della ditta X abbia lo stesso diametro di quelle della medesima grana della ditta Y. Per le polveri più fini, dette talvolta spoltiglie, si usa spesso un sistema d’identificazione diverso, indicando la grana con degli zeri (0, 00, 000, ecc.) oppure con delle lettere (CF, F, FF, FFF, ecc.), dalle più grosse alle più fini. Inoltre, a volte, si usa un sistema di catalogazione basato su principio diverso, parlando di abrasivo “n” minuti, soprattutto per le polveri estremamente fini. Questo sistema d’identificazione della grana è ormai obsoleto, ma se ne trova spesso traccia nei manuali più vecchi. Questa classificazione è legata al metodo di separazione delle polveri per decantazione dell’acqua nella quale queste sono poste in sospensione, un processo che è denominato elutriazione. Esistono delle tabelle che consentono di comparare gli abrasivi in base alla loro classificazione attuale a quella storica come nell’esempio riportato nello schema n.1.
Formazione dei prodotti abrasivi
Che siano sottoforma di rotoli, dischi o nastri, si è sempre alla presenza di un manufatto avente un supporto e dei granuli di minerali incollati sul supporto. Comunemente questo manufatto è noto con il semplice termine di carta vetrata, mentre tecnicamente si parla di carte abrasive. Esistono molti tipi di supporti abrasivi di diverso materiale e forma per essere adattato a giusti utensili. La “carta vetrata” propriamente detta è venduta in fogli, ha un colore giallognolo, marroncino o verdognolo ed è ottima per levigare il legno. Le carte abrasive invece sono vendute in rotoli, cerchi o fogli e sono utili per essere applicate a smerigliatrici, calibratrici e a supporti di vario genere per levigare sia legno, sia metalli, pietre e muri, per asportare ruggine o residui vari. I prodotti abrasivi sono fabbricati incollando dei granuli di materiali duri su una base che può essere di semplice cartoncino oppure di cartoncino telato molto resistente spesso con il sistema “elettrostatico”, in cui i granuli abrasivi sono proiettati sul supporto adesivato con opportune resine per mezzo di un campo elettrostatico che consente di distribuire in modo omogeneo gli stessi granuli abrasivi orientandoli con gli spigoli acuti verso l’esterno. Per il comparto del legno, i prodotti abrasivi hanno diverse gradazioni contraddistinte da un numero: carte a grana molto grossa, da 40 a 60; a grana grossa, da 80 a 100; media da 120 a 180; fini 220/280; finissime 320/600.
Sovente, gli abrasivi a grana fine e finissima si vendono sotto forma di fogli, alcuni tipi possono essere utilizzati bagnati in acqua per carteggiare la vernice, gli smalti, pulire o lucidare a specchio piastre d’acciaio o di alluminio, oppure asciutti per rifinire i legni duri. Tutti i prodotti abrasivi sono efficaci solamente quando sono puliti, per cui vanno puliti o sostituiti non appena i materiali asportati che si attaccano ai granuli o l’usura ne compromette il potere abrasivo.
 Sequenza degli abrasivi per il legno
Sequenza degli abrasivi per il legno
Per eseguire la lavorazione di superfici a base legno, occorre usare gli abrasivi in una determinata sequenza in funzione alle dimensioni dei loro granuli e quindi al numero della grana.
Questa progressione permette di ottenere una superficie con un grado di finitura ottimale. Se, per esempio, si passasse da una grana 36 a una 200 senza passaggi intermedi, sarebbe molto difficile togliere le tracce lasciate dall’abrasivo più grossolano. Pertanto, si può affermare che ogni grana seguente a quella in uso riesce a togliere le righe lasciate dall’abrasivo precedente, praticandone altre più sottili e quindi meno evidenti. In ogni modo non c’è una vera e propria ricetta magica per la determinazione della sequenza della grana, né tanto meno ne esiste uno standard. L’idea di base è d’impiegare inizialmente, durante la fase di sgrossatura, una grana tale da rimuovere rapidamente la quantità di legno necessaria, raggiungendo in un tempo ragionevolmente breve la profondità voluta e poi lavorare con una serie di grane tali che la superficie sia ben rifinita e pronta per la lucidatura.
Per il settore degli elementi da posa per pavimentazioni a base di legno, si utilizzano grane comprese tra 24 e 200 così suddivise per ogni singola fase di preparazione della pavimentazione lignea dalla sgrossatura alla verniciatura finale:
• Grana da 24 o 36 per la sgrossatura.
• Grana da 40 a 60 per la carteggiatura.
• Grana da 80 a 120 per la levigatura fine.
• Grana da 150 a 200 per la carteggiatura tra le mani di vernice e per la finitura prima dell’applicazione delle vernici all’acqua.
Come in precedenza detto, la sequenza non è fissa e ogni operatore, a seconda delle proprie esperienze, della specie legnosa e prodotti da trattare e carteggiare, sceglie la sequenza ritenuta più idonea, l’importante è che il risultato finale sia ottimale.
Tipologie di prodotti abrasivi
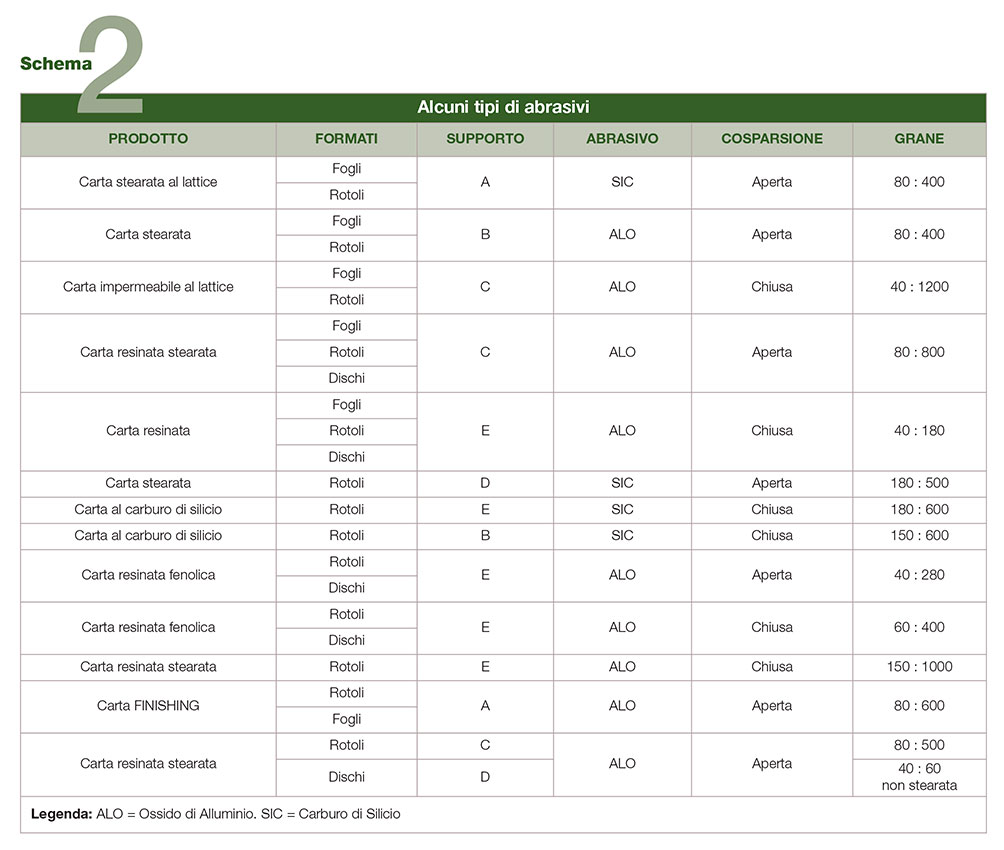
I prodotti adesivi solitamente impiegati per le varie fasi di preparazione del parquet prima dell’applicazione del velo di vernice di riempimento e di finitura, si possono suddividere in funzione del formato (rotoli, nastri e dischi); del tipo di supporto per i granuli di adesivo (tela, carta, combinato tela-carta e rete), del tipo di abrasivo impiegato (corindone, carburo di silicio ed ossido di zirconio), della grana che identifica il tipo e granulo di abrasivo, infine dal modo della cosparsione dei granuli presenti sul supporto: ossia chiusa o aperta anche detta spaziata.
 Formato
Formato
A secondo della tipologia della macchina si impiegano abrasivi sotto forma di nastri, rotoli e dischi.
Per Levigatrici a rullo. Si utilizza un nastro continuo di solito venduto in rotoli di larghezza mm 200-2005 a secondo della larghezza del rullo della levigatrice, che di seguito viene tagliato in spezzoni di lunghezza adeguata, avvolti e fissati sul rullo della macchina. Vi sono anche nastri abrasivi a mo’ di anello che hanno le dimensioni esatte in funzione del rullo della levigatrice.
Levigatrici a disco. Se la levigatrice è a disco, molto utilizzata per levigare il parquet sotto i termosifoni, negli angoli o lungo i bordi (oltre all’orbitale orizzontale), si utilizzano i dischi abrasivi di diametro compreso tra mm 150-200 aventi granuli di varia grana a seconda della necessità del lavoro da eseguirsi.
Levigatrici monospazzola. Si utilizzano quasi esclusivamente per la finitura o la carteggiatura e richiedono l’utilizzo di dischi formati da reti abrasive cosparse di abrasivo alquanto piccolo e fine. La rete, a differenza della carta, permette il migliore scarico di polvere risultante dalla carteggiatura senza avere intasamento di abrasivo.
Tipi di supporto e cosparsione dei granuli adesivi
I granuli del materiale abrasivo sono distribuiti sul supporto mediante l’impiego di un adesivo a fortissima tenuta. Ciò che caratterizza le proprietà dell’adesivo è anche il materiale di supporto perché aumenta determinate caratteristiche all’azione abrasiva del materiale. Se il supporto è di tessuto di poliestere o di cotone, esso diventa più rigido e meno estensibile e per questo è spesso preferito per le azioni di sgrossatura. Se invece è di carta, l’abrasivo è più utilizzato per la levigatura con grana fine perché sono più flessibili, meno resistenti e durano meno nel tempo. Il supporto di rete invece si utilizza esclusivamente per gli abrasivi impiegati per la finitura e di carteggiatura con macchina a disco (monospazzola) oppure vibrante. In estrema sintesi, la cosparsione è la distanza che vi è tra i singoli granuli dell’abrasivo cosparsi sulla superficie del supporto. Se questa è completamente coperta dai granelli, è detta chiusa e utilizzata prevalentemente per eseguire le fasi di levigatura e carteggiatura finale. Nel caso in cui i granelli di abrasivo sono tra loro incollati in modo che sulla faccia abrasiva si veda il sottostante supporto è identificata con il termine spaziatura – aperta, di sovente utilizzata per rotoli o dischi per eseguire le fasi di sgrossatura di parquet anche cerati, o gia trattati con vernici, oppure per la sgrossatura di pavimenti di legno che contengono parti di resine appiccicose. Il perché della spaziatura è dovuta alla facilità con cui si esegue lo scarico delle sostanze che tendono a impastare il rotolo o il disco, rendendo l’adesivo inefficace.
Alcuni tipi di prodotti
Disco multiplo. È stato progettato per agevolare tutte le lavorazioni che si eseguono con la monospazzola. Oltre ai normali accessori come spazzole, dischi abrasivi e pulitori, sono stati ideati alcuni accessori speciali, studiati per compiere applicazioni gravose grazie alla particolare rotazione dei satelliti (di solito cinque) che compongono il disco multiplo che garantisce e assicura maneggevolezza e stabilità alla macchina, nelle condizioni e applicazioni più difficili. Inoltre, questa soluzione consente di utilizzare il disco multiplo anche con monospazzole di bassa potenza, garantendo risultati sorprendenti. Il peso contenuto e le ridotte dimensioni ne fanno uno strumento indispensabile adatto a tutte le operazioni di carteggiatura e di levigatura.
Disco a più carte. Si tratta di un disco che si compone di una particolare miscela di carte abrasive di differente grana che consente di levigare accuratamente le pavimentazioni di legno in particolar modo per le pavimentazioni lignee pre-verniciate.
Disco aspirante. L’esperienza e la ricerca, hanno dato origine a un disco aspirante che consente di lavorare in ambienti arredati, lasciandoli perfettamente puliti e salubri senza utilizzare scomode e ingombranti minigonne. L’estrema compattezza di quest’accessorio, inoltre, consente di avere sempre un’ottima visuale di campo, di raggiungere punti difficili, garantendo, nello stesso tempo, una perfetta aderenza al pavimento. Ciò che caratterizza il disco aspirante è la struttura portante realizzata in fusione di alluminio, mentre la parte a contatto con il disco abrasivo si realizza con una mousse di gomma, per garantire durata nel tempo, stabilità e qualità di finitura. È data particolare attenzione allo studio per realizzare una mousse di gomma che consente di creare un insieme di canali convogliatori che guidano il flusso d’aria verso il serbatoio centrale, evitando di utilizzare scomode e ingombranti minigonne. La facilità di utilizzo, unita alla sua versatilità, consente l’uso del disco aspiratore su tutti i tipi di macchine e monospazzole e attrezzature per sgrossare, carteggiare e lamare.
 Quale grana e che tipo di abrasivo scegliere
Quale grana e che tipo di abrasivo scegliere
Si è scritto in precedenza che le tipiche fasi di preparazione del piano di un elemento ligneo da posa da rifinire in azienda o il piano di una pavimentazione lignea da rifinire in sito sono la sgrossatura, più mani di carteggiatura e la levigatura finale prima del ciclo di verniciatura/finitura. Senza entrare nel merito dell’esecuzione di ogni singola fase del processo, si ritiene interessante precisare che, a oggi, non esistono delle regole o norme precise che stabiliscono con quale grana o con quale tipo di abrasivo è meglio eseguire la sgrossatura, la calibratura e levigatura dell’elemento o del parquet. In estrema sintesi, si può dire che più il legno è duro e più lucida si vuole la superficie, più fine deve essere la grana abrasiva da utilizzare. Tra tutte le fasi, forse, quella più importante dell’intero processo è la sgrossatura, perché ha lo scopo di regolare la superficie lignea, pertanto da essa dipende gran parte del risultato finale che si otterrà, ovviamente, sempre che la carteggiatura e la levigatura non si eseguano con poca professionalità. In generale, si può scrivere anche che l’uso dell’abrasivo usurato peggiora la qualità del lavoro (oltre a far perdere tempo), mentre la giusta sequenza delle grane abrasive dipende in modo fondamentale dal tipo di legno dalla messa a punto delle macchine da utilizzare e infine, non meno importante, dall’esperienza dell’operatore.




